Технология отливки орудий и состав русской пушечной бронзы в XVI в.
О составе русской бронзы XVI в. известно немного. Это связано с тем, что орудий сохранилось очень мало, и химический анализ проводился всего для трех стволов: для пищалей Кашпира (учителя
А. Чохова) 1560-х гг., «Льва» 1590 г. (А. Чохова) в 1948 г., и для «Царь-пушки» 1586 г. (А. Чохова) в 1980-х гг.
В 1948 г. учеными М.М. Струсельби и И.А. Ревис был сделан «Отчет по научно-исследовательской работе «Исследование истории и технологии металлообработки на базе артиллерийского производства» (рукопись ВИМАИВ и ВС), в котором содержались первые химические и металлографические результаты обследования двух пищалей XVI в.
Некоторые результаты из этого отчета опубликованы в книге Н.Н. Рубцова «История литейного производства СССР» (М., 1962) и в «Каталоге Артиллерийского исторического музея» (Л., 1961).
Результаты исследования Царь-пушки сохранились в собрании Отдела рукописных, печатных и графических фондов музеев Московского Кремля – это машинопись «Отчет по научно-исследовательской работе «реставрация». Научные исследования и опытно-производственные работы по реставрации, восстановлению и сохранению Царь-пушки», за подписью начальника 1-го факультета генерал-майора Лобанова, под руководством полковник-инженера Дружинина, и утвержденный генерал-лейтенантом Солодовым, датированный 20–23 декабря 1983 г.[351]. «Рассмотрение данных, представленных в таблице, показывает, что ствол изготовлен из оловянистой бронзы, с небольшим количеством других легирующих элементов (менее 2 %) и примесей (менее 0,1 %). Известно, что бронза такого состава обладает хорошими литейными свойствами (высокая жидкотекучесть, небольшая усадка), высокой коррозийной стойкостью и способностью образовывать на поверхности в атмосферных условиях естественную патину с хорошими защитными и декоративными свойствами»[352].
Для сравнения также приведем данные по анализу орудий первой трети XVII в.:
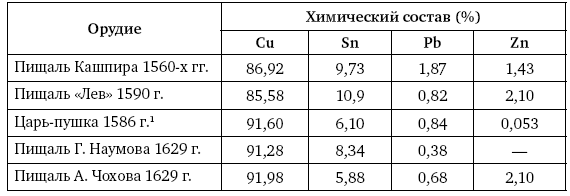
Царь-пушка 1586 г.[353]
Мы не знаем, как мастерами делался расчет шихты для литья. Очевидно, литейщики использовали пропорции, исходя из качества меди и олова. Обращает на себя внимание наличие в составе пушечной бронзы легирующих элементов – свинца и цинка.
Медь и олово не добывались на территории Российского царства, а доставлялись из-за границы, хотя возможным наличием в России медных руд интересовалась английская The Russia Company, которая требовала обстоятельные сведения об образцах русской меди, если таковые сыщутся [354].
В ганзейских городах, Швеции, Дании и Англии закупался лом – старая медная посуда, колокола (после прошедшей Реформации таковых было много), металл в слитках, исчисляемых берковцами[355] – и привозился в Россию. В 1581 г. английская королева Елизавета отправила в Московию караван из 13 кораблей с грузом на сумму 9000 фунтов стерлингов, среди которого числилась и медь[356].
Артиллерию для царя создавали высококлассные мастера и оружейники. К литью новых орудий правительство стремилось привлечь не только отечественных, но и иностранных литейщиков. С этой целью царь Иван Васильевич обратился к императору Карлу V, отправив к нему саксонца Ганса Шлитте с просьбой о присылке специалистов, в том числе пушечных литейщиков, на что царь получил форменное согласие Карла. Однако эта миссия оказалась неудачной, потому что магистр Ливонии убедил императора не оказывать «московиту» помощи[357]. Совет всех приморских городов в Любеке принял решение не поддерживать морской торговли с русскими, чтобы те не обучались современному европейскому «воинскому искусству» [358]. Но ганзейские города сами неоднократно были обвинены со стороны польских и ливонских представителей в контрабанде в Россию[359]. Настоящая война разворачивалась на Балтике и Северном море против английских торговых операций. В Нарве с 1558 г. обосновались английские купцы, такие как Уильям Бонд и Джон Фоксал, которые занимались поставкой стратегических товаров (медь, ядра, железо, порох и т. д.). По количеству кораблей английские поставки в Нарву были на втором месте после Голландии. Согласно регистрам таможенных книг Зунда, с 1558 по 1581 г. через Нарву прошло судов[360]:
– из Голландии – 145;
– из Английской Московской компании – 106;
– из Франции – 94;
– из Дании – 41;
– из Гамбурга – 21;
– из Шотландии – 8;
– из Восточной Польши – 8;
– из Данцига – 1;
– из Любека – 1.
Однако эти данные далеко не полные, они учитывают лишь те суда, которые оплатили пошлину в датском Зунде[361].
В 1560 г. ревельцы писали датскому королю Фредерику II, что несмотря на эмбарго, объявленное восточному соседу, продолжается подвоз военных грузов (и, очевидно, специалистов) – только за 12 мая в Россию прошло 18 судов [362].
В течение только 1567 г. из Нарвы через Ригу прошло 76 кораблей, а 205 ушло в Нарву. Количество любекских судов в этом году в русском порту насчитывалось до ЗЗ[363]. Историк В. Кирхнер отмечает, что «несколько сотен» судов прошли Нарву только в 1567 г.[364].
Мандат императора Священной Римской империи от 26 ноября 1560 г. запрещал торговлю с Россией: «Если Московиту и впредь все еще будут подвозить орудия, пули и порох, селитру, серу, оружие и тому подобное снаряжение, в особенности же всевозможный провиант, как например, соль, сельди и другие нужные предметы, и тем будут его укреплять против Священной империи, и если против того не выступить серьезно, то следует опасаться, что силы врага чем дальше, тем больше будет возрастать, и он осмелится проникнуть еще глубже против Священной империи»[365].
В обход действовавших запретов нанятые военные специалисты переправлялись также на датских и английских кораблях. Так, в 1562 г. датский король, согласно договору, обязывался не препятствовать приезду в Россию, «мастеров пропущати не задержав»[366]. Новости о контрабандной продаже вооружения в «варварскую Московию» распространялись по всему Балтийскому побережью[367].
В 1567 г. Иван Грозный вновь попросил английскую королеву Елизавету о присылке в Россию мастеров. Эта информация сильно тревожила и самого Сигизмунда III. В первом письме к Елизавете король заявлял, что не может дозволить английским мастерам «плавание в Московию», так как московит «легко будет в одно и то же время выделывать в самой варварской стране его все те предметы, которые требуются для ведения войны и которых даже употребления до сих пор там не знают»[368]. В письмах 1568 и 1569 гг. Сигизмунд отмечал, что враг «чрезвычайно преуспел в образовании и в вооружении и не только в оружии, в снарядах и в передвижении войск», «ежедневно усиливается по мере большого подвоза к Нарве разных предметов, так как оттуда ему доставляются не только товары, но и оружие, доселе ему неизвестное, и мастера и художники: благодаря сему он укрепляется для побеждения всех прочих (государей. – А.Л.)»[369]. Король был поражен, как, впрочем, и многие его современники, числом и размерами «московитских» орудий под Полоцком. После взятия этой крепости в Италии появилось сообщение, будто бы в составе огромного войска «московитов» были английские и немецкие пушкари, которые огнем из орудий принудили город к сдаче[370].
Существовал еще один путь вербовки специалистов огнестрельного дела – привлечение пленных мастеров и пушкарей. Так, в ходе Русско-шведской войны в 1556 г. в Новгород была прислана грамота, в которой говорилось: «А которые будут немецкие полоняники умеют делати руду серебряную, и серебряное дело, и золотное, и медяное, и оловянное и всякое, и вы б тех людей велели детем боярским вести к нам на Москву»[371].
Согласно «Главнику русскому товару» Торговой книги конца XVI в. тонкая медная проволока стоила от 14 руб., «тазовая запрудная медь» 14,5 руб., трубчатая медь от 14 руб. за берковец, «зеленая медь в тазах» по 6 ефимков, «козарская медь» по 3 руб. фунт, «медь в полицах красная» по 2,5 руб. Олово, необходимый элемент для получения бронзы, «брущчатое» покупалась за 40–50 алтын за пуд[372]. Готовые пушки, «в курячье яйцо ядро», покупались по 10 рублей.
О масштабах закупок у «торговых людей» можно судить по сохранившейся грамоте Ивана Грозного от 17 марта 1556 г., указывающей местным властям купить в Новгороде 1500 пудов меди, «которая бы… пригодилась к пушечному и к пищальному делу», и прислать ее в Москву [373]. Указанной меди могло хватить не менее чем на 5-10 крупных орудий.
Очень сложно посчитать себестоимость производства больших орудий, так как нет сведений, сколько для изготовления одного орудия требовалось кирпичей, дров, железных «крепей», глины, сала, веревок, канатов, инструментов и других материалов.
Есть данные по европейским орудиям. Так, отливка 80-фунтового шарфметца (210 пудов) и изготовление снастей для похода под него обходилось имперской казне в 1352? флорина[374] (или 405,75 руб.)[375]. Но надо учесть, что медных рудников в России не было, а сам металл был привозной (т. е. значительно дороже, чем в империи).
Надо полагать, что в России XVI в. литье небольшой осадной пищали калибром около 12 фунтов и весом в 100–150 пудов обходилось казне не менее чем в 400–500 руб., т. е. столько, во сколько в Империи обходилось изготовление крупного осадного шарфметца, а на производство гигантской бомбарды весом в более чем 1000 пудов (такой как «Степанова пушка Павлин» и «Кашпирова пушка») тратилось более тысячи руб.
Вся покупная медь, а также олово, свозились на склады Пушечного двора, а дальше мастера распределяли, какой металл «в пушечное и пищальное литье годитца», а какой пойдет только в колокольное литье.
С момента организации меднопушечного производства – с 1480-х гг. – состав шихты определялся «фрязами», а затем и немцами. Количество чистой меди в ней было более 90 %. Русские мастера унаследовали от них рецепты пушечной бронзы и секреты изготовления больших, малых и средних орудий.
Технология литья орудий была практически целиком скопирована с производства колоколов, без каких-либо существенных изменений. Мастер, унаследовавший от учителя навыки и умение составлять пропорции металлов, отливал орудие, исходя из принятой классификации и собственных представлений о размерах и украшений ствола.
Мастер-литейщик был универсальным специалистом – он сам чертил изображение будущего орудия, делал расчеты, отбирал медь, плавил металл, делал форму и т. д. Он полностью руководил процессом на Пушечном дворе. В помощь ему для выполнения полного цикла работ привлекались работные люди разных специальностей – гончары, кузнецы, каменщики и большое количество подсобных рабочих – «ярыг».
Таким образом, мастер должен был обладать уникальными знаниями: знать химию, физику, механику, математику, уметь пользоваться измерительными приборами, и, судя по всему, немного разбираться в мифологии и бестиариях (или, по крайней мере, черпать сведения о реальных и мифологических животных, растительном орнаменте и символике из книг).
С XV в. в России, как и в Европе, использовалась так называемая медленная формовка пушек. Вначале поэтапно создавался «пушечный образец» – фальшивая модель из глины. На сердечник навивался пеньковый или соломенный жгут, затем на него в несколько слоев намазывалась жирная глина, смешанная с толченым кирпичом, а на верхние слои – глина с шерстью и конским навозом (в документах XVII в. сохранились данные о присылке на Пушечный двор «лошадиного свежего калу» и «конского навозу» для формовки пушек), излишки срезались шаблоном, а глину высушивали при нанесении каждого слоя. На последний слой наносились модели цапф и украшений. Так получалась фальшивая модель с очертаниями и формами будущего ствола.
Затем готовили литейную форму. Фальшивую модель густо смазывали «салом ветчинным»[376] и наносили слой жирной глины, смешанной с шерстью и конским навозом, периодически высушивая каждый наносимый слой. Полученную литейную форму скрепляли железными обручами. Из формы извлекался жгут и сердечник, а образовавшуюся пустоту заполняли поленьями. Под действием огня изоляционный слой из сала расстапливался, а сгоравшие частицы шерсти и навоза образовывали канальцы, через которые из формы удалялись газы. Первые слои глины удаляли из формы, вновь ставили сердечник, предварительно отцентровав его, помещали болван в яму «по-колокольному», и по канавкам заливали расплавленную в печи пушечную медь.
После остывания с помощью талей отливочную модель извлекали из ямы, обрубали литники и выпоры, очищали внутреннюю и наружную части орудия. После очистки чеканщики (упоминаются в штате Пушечного двора с XVII в.) прочеканивали литые украшения и надписи, просверливали запальное отверстие.
Инженер Г.М. Захариков, участвовавший в Комиссии по изучению Царь-пушки в 1980-х гг., отмечал: «На правильность нашего предположения о том, что Царь-пушку отливали «по-колокольному», дульной частью вниз, указывает следующее обстоятельство. Диаметр каморы постепенно увеличивается от места сопряжения со ствольной частью ко дну каморы. Это могло произойти при литье, когда гидростатическое давление жидкого металла было в месте сопряжения со ствольной частью больше, чем в верхней части. Глиняный болван каморы начинал обжиматься внизу больше, чем вверху, в образовавшиеся в глиняном болване трещины стал затекать жидкий металл. Эти залитые металлом трещины хорошо видны на внутренней поверхности каморы, которая осталась незачищенной. Ствольная часть болвана, имеющая больший диаметр, оказалась более прочной, на внутренней поверхности ствола нами не обнаружены такие следы трещин болвана»[377].
После изготовления орудие, как правило, испытывали на полигоне. Крупные бомбарды и пушки, скорее всего, испытания не проходили, поскольку транспортировка многотонных орудий на полигон и обратно была слишком затратной.
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОК