Хроники первых «тридцатьчетверок» 1940 г. Начало пути
Хроники первых «тридцатьчетверок» 1940 г. Начало пути
Алексей Макаров
Продолжение. Началосм. в «ТиВ» №9-12/2010 г., №1-8/2011 г.
Июль-август
Говоря о событиях, связанных с производством Т-34 в начале второго полугодия 1940 г., необходимо отметить, что основные усилия промышленности и ГАБТУ (приказом НКО СССР №0128 от 16 июня 1940 г. АБТУ КА было реорганизовано в ГАБТУ КА) были направлены на достижение следующих целей:
– улучшение боевых и эксплуатационных качеств Т-34: прежде всего это касалось решения вопросов вооружения танка (система Л-11 не устраивала военных по ряду параметров), а также работ по переносу радиостанции из башни в корпус танка;
– упрощение технологии изготовления наиболее трудоемких бронедеталей на Мариупольском заводе им. Ильича, а также повышение их качества. Этим занимались инженеры и технологи Мариупольского завода и НИИ-48 совместно с КБ завода №183;
– развертывание производственных мощностей на предприятиях, занятых в производстве Т-34 по программе 1940 г.
Но перед тем как рассматривать эти вопросы, нельзя не упомянуть о том, что в августе 1940 г. между ГАБТУ и заводом №183 был подписан ряд важных документов. Прежде всего это касается заключенного в начале месяца дополнительного соглашения №4-529 к основному договору №4-074 от 9 января 1940 г. Необходимо отметить, что на протяжении лета 1940 г. было проведено несколько совместных совещаний, на которых руководство ГАБТУ и завода №183 согласовывали перечень конструктивных изменений и доработок по танку Т-34, подлежащих обязательному введению в серийное производство в 1940 г. Результатом этих совещаний как раз и стало дополнительное соглашение №4-529 от 3 августа 1940 г., в котором кроме списка конструктивных изменений был прописан и новый, увеличенный согласно Постановлению СНК СССР и ЦК ВКП (б) №976-368сс от 7 июня 1940 г., план по выпуску танков Т-34 в 1940 г. Включенный в соглашение перечень конструктивных изменений (см. табл. №11) был составлен на основании отчета комиссии по проведению войсковых испытаний двух опытных образцов Т-34, и в него вошли не исправленные на тот момент недостатки и дефекты машины с оговоренными сроками их устранения.
Вторым, не менее важным, документом являлся утвержденный в конце августа начальником ГАБТУ Я.Н. Федоренко и директором завода №183 Ю.Е. Максаревым дополнительный перечень конструктивных изменений по Т-34 (см. табл. №12). Данный список был согласован с руководством завода №183 и утвержден 29 августа 1940 г. на совместном совещании у директора завода. На этом же совещании Я.Н. Федоренко дал следующее указание военному представителю на заводе № 183 Д. М. Козыреву относительно приемки готовых танков Т-34 в 1940 г.:
Районному инженеру ГАБТУ КА на заводе №183 машины с не устраненными дефектами с №201 – не принимать. При этом допустить проводить отдельные изменения в более поздние сроки, но не позднее 201 машины, в каждом отдельном случае по согласованию с Районным инженером ГАБТУ КА.
Нач. ГАБТУ КА Генерал-лейтенант Федоренко. [1] Таким образом, к концу лета 1940 г. все претензии, выдвигаемые ГАБТУ в адрес завода №183 по соответствию производимых в 1940 г. танков Т-34 требованиям заказчика, были документально оформлены и согласованы обеими сторонами, а также зафиксированы сроки внесения необходимых изменений в конструкцию машины.
Теперь рассмотрим события, происходившие на Мариупольском заводе им. Ильича, связанные с изготовлением и испытанием установочной серии литых башен. Как было сказано ранее, испытания первой опытной литой башни состоялись в апреле 1940 г. и дали положительные результаты. Учитывая этот опыт, сотрудники совместной бригады НИИ-48 и Мариупольского завода разработали новую технологию производства литых башен, по которой в конце июня – начале июля и была осуществлена отливка установочной партии литых башен из стали марки МЗ-2. Основные изменения, внесенные в технологию изготовления, заключались в следующем:
Таблица №11 Перечень конструктивных изменений по машине Т-34 (по дополнительному соглашению №4-529)
№ п/п Наименование изменений и доработок Срок ввода в серию 1. Предусмотреть снятие выхлопных труб без демонтажа бронеколпаков. С января 1941 г. 2. Заменить масленки МТК на более производительные. С 51-й машины 3. Обеспечить нормальную работу главного фрикциона (в работе ненадежен по причине коробления). С 61-й машины 4. Произвести испытание измененного вентилятора мотора на гарантийный километраж. С 01.09.1940 5. Обеспечить надежный возврат тяги акселератора от ручного и ножного привода, устранить заедание. С 11-й машины 6. 1. Уменьшить размеры сиденья башни по ширине. Разработать чертежи к 10.08.1940 2. Сделать их мягкими. 3. Поставить ограничитель при повороте сиденья. 4. Переделать углубление, устраняющее соскальзывание. 7. Устранить попадание масла и горючего на провода, уложенные по бортам. Электропровода уложить в трубах или желобах. С 51-й машины 8. Усилить постель стартера, предохранить его от перемещения и проверить крепление стартера. С 21-й машины 9. Обеспечить герметичность люка водителя. Разработать чертежи и образец к 01.09.1940 10. Заменить буксирные рымы крюками, обеспечивающими быстроту и удобство взятия машины на буксир, кроме этого предусмотреть буксирный крюк тракторного типа («Ворошиловец»), Разработать чертежи не позднее 01.11.1940 11. Угол возвышения пушки довести до 30°, угол снижения на нос и борта до 5°. С 38-й машины 12. Предусмотреть ограничитель угла снижения на корму. Разработать чертежи к 01.09.1940 13. Радиостанцию установить в носовой части корпуса. На каждом линейном танке монтировать антенный ввод и предусмотреть установку радиостанции (приемника и передатчика). Использовать на радиомашины РРН, РУН-10. Защитить 10-А предохранителем. С 15.09.1940 14. В магистрали к манометру подкачивающей топливной помпы ставить гидравлический амортизатор или манометр с приемником по типу масляного. С 51-й машины 15. Разработать установку четырех топливных баков по два на каждом крыле танка. Емкость — 30—50 л каждый. С ноября 1940 г. 16. Разработать установку секретного наружного замка к люку лазу. Установить срок после утверждения чертежей 17. Домкраты на машину укладывать достаточной мощности и разработать их укладку на машине. С января 1941 г. 18. Сделать указатель положения рукояток закрытия и открытия жалюзей и кранов. С 1-й машины 19. Внутреннюю сварку корпуса башни и приварку бонок производить аустенитовыми электродами. Установить срок после испытания обстрелом 20. Усилить петли люка-лаза и их приварку к деталям днища машины, а также доработать вопрос с запором. С 1-й машины 21. Добиться смены оси люка водителя без подрубки сварного шва и основания смотрового прибора. С 1-й машины 22. Облегчить доступ к задним бакам и трансмиссии, колпак под жалюзи крепить защелками. С 11-й машины 23. Обеспечить доступ к нижним штуцерам баков с горючим, для чего сделать вырезы в фальшбортах. С 11-й машины 24. Добиться определения уровня горючего в нижних баках. Изготовить чертежи и образец к 01.09.1940 25. Добиться смены кассеты смотрового прибора при застопоренной груше. С 1-й машины 26. Предохранить задний фонарь от частого разбивания. С 11-й машины 27. При повороте рукоятки (контролера) мотора, башня должна вращаться в ту же сторону. С 1-й машины 28. Закрыть кожухом шестерню, открытую часть погона и муфту мотора поворотного механизма башни. С 11-й машины 29. Усилить кронштейн ножного спуска системы. С 38-й машины 30. Доработать: а) с 11-й машины а) защелку центрального смотрового прибора. б) с 1-й машины б) открытие смотровых приборов. 31. Трос спидометра отнести от педали горного тормоза. С 11-й машины 32. На крышке бортовой передачи конструктивно предусмотреть рымы или какое-либо другое приспособление, дающее возможность монтажа и демонтажа в полевых условиях. С 51-й машины 33. Устранить срывание сетки над жалюзи кормы при выстреле на корму, тоже по разрушению стекол фар. Изготовить чертежи и образцы к 15.10.1940 34. Произвести защиту проводов у щитка электроприборов. С 38-й машины 35. Разработать комплект инструмента, съемников и приспособлений, необходимых для производства ремонта в полевых условиях. К 01.09.1940 36. Разработать комплект инструмента, съемников и приспособлений, необходимых для рембазы и РВБ. К 01.09.1940 37. Предусмотреть размещение возимого запаса продовольствия и имущества экипажа согласно табелю. После представления табеля ГАБТУ КА 38. Установить термоса-бочки для питьевой воды. С 51-й машины 39. Предусмотреть размещение и ввести в укомплектовку машины паяльную лампу, паяльник и аптечку для пайки. С 51-й машины 40. Разработать и разместить сумку для возимых документов машины. С 11-й машины 41. Разработать размещение одной сошки ДТ и внести в укомплектовочную ведомость. С 11-й машины 42. Разработать укладку и размещение головки ПТ-3. С 11-й машины 43. Разработать размещение и крепление шпор на машине. С 21-й машины 44. Разработать размещение и крепление банника и разрядника. С 11-й машины 45. Разработать приспособление для проворачивания мотора и его укладку на машине. С 51-й машины 46. Разработать спецлейку для заправки машины топливом через шелк, замшу и т.п. и дать на каждую 5-ю машину или приспособить имеющуюся лейку для указанной фильтрации и укладывать на каждую машину. С 51-й машины 47. Разработать укладку на машине одного запасного пулемета с сошкой. С 11-й машины 48. Разработать войсковой комплект запчастей: С 01.09.1940 а) ремонтный б) бригадный в) батальонный 49. Выпустить каталог, наставление, инструкцию по ремонту. К 01.12.1940Таблица №12 Перечень конструктивных изменений по машине Т-34, приложенный к протоколу от 29.08.1940 г.
№ п/п Наименование изменений и доработок Срок ввода в серию 1. Изменить масляную систему, обеспечив работу на одном маслобаке (при переключении кранов при работе мотора раздувает баки-радиаторы). С момента установления причины раздутия баков 2. Переделать радиатор-бак, выбросив радиатор (дорогой, сложный в изготовлении и ненадежный в работе). Разработать на эталонном образце 1941 г. 3. Обеспечить централизованный полный слив масла с мотора и маслосистемы. Предъявить требование заводу №75 4. Резервуар воздушного фильтра заполнять негорящей жидкостью. 5. Устранить течь горючего с воздушного крана при создании давления в баках. С 61-й машины 6. Обеспечить доступ к штуцерам воздушной магистрали на баках. С 61-й машины 7. Обеспечить более легкое включение скорости. 8. Обеспечить уплотнение поводковой коробки и главного фрикциона (защита от попадания пыли). 9. Устранить выбивание масла с КПП через суфлер. С 141-й машины 10. Устранить горение тормозных лент. С 141-й машины 11. Отработать регулировку подвесок с таким расчетом, чтобы балансиры не доставали крышек в днище корпуса. С 201-й машины 12. Сделать вырезы в фальшбортах для вынимания пальцев траверз. С 61-й машины 13. а) Обеспечить удобное переключение 3-4-й скорости, выгнуть рычаг на водителя. а) с 61-й машины б) со 141-й машины б) Рукоятку рычага кулисы и защелку сделать более удобной в работе. 14. Изогнуть рычаги бортовых фрикционов вовнутрь и поднять их выше, чтобы при работе не отрывать туловище от спинки сидения. С 61-й машины 15. Снизить подкаблучник, педаль газа сделать по типу педали машины «ЗИС» и конструктивно доработать акселераторный механизм, обеспечив надежность в работе. Со 121-й машины 16. Сиденье водителя понизить, сделать в нем углубление в месте сидения С 61-й машины (и в месте прохождения уравнительного валика). Тоже относится и к сиденью радиста. 17. Защитить от повреждения провода, выходящие к фарам. С 38-й машины 18. Разработать боеукпадку снарядов, обеспечивающую удобную и быструю работу экипажа (предъявленная укладка последнего образца в обслуживании неудобна). Не позднее 15.09.1940 предъявить эскиз проекта боеукладки 19. Увеличить диаметр шпилек, крепящих перегородку. Со 141-й машины 20. Обеспечить герметичность всех люков корпуса и башни от проникновения свинцовых брызг и жидкости. Люк водителя герметизировать с 61-й машины и установить на ранее выпущенных машинах, нижний лаз со 141-й машины 21. Нижний погон башни ставить на мостике. С 38-й машины 22. Усилить бронировку картеров бортовой передачи. Сделать равнопрочной корме машины. Ввести немедленно с использованием задела 23. Передние грязевые щитки нарастить откидными щитками для предотвращения попадания грязи на носовую часть и усилить задние грязевые щитки. Со 141-й машины с досылкой на все ранее выпущенные машины 24. Обеспечить использование шкалой ТОД-3 К 15.09.1940 25. Предохранить заряжающего от ушибов рукояткой затвора (разработать и установить предохранительный щиток). Со 141-й машины и установить на ранее выпущенных машинах 26. Предохранить от выпадения кассеты прибора кругового обзора внутрь машины. Разработать и установить с 141-й машины 27. Защитить диоптр радиста. На всех выпускаемых и выпущенных машинах 28. Удлинить загиб выхлопных труб. 29. На всех кранах и ручках управления поставить таблички, указывающие положение «открыто», «закрыто» или направление вращения.1. С целью получения однородно плотной отливки во всех участках башни было изменено положение детали при заливке; башня заливалась в положении, обратном рабочему (т.е. крышей вниз), что дало возможность увеличить количество прибылей, расставленных по широкому основанию башни, и тем самым создать более равномерное питание.
2. Для получения еще более плотной здоровой отливки была применена «подпрессовка» через центральный литник.
3. Схему расположения литниковой и прибыльной системы, как оправдавшую себя, оставили прежней, но прибыля для удобного осуществления «подпрессовки» были применены закрытого типа с шаровой поверхностью.
4. Изменен метод формовки литой башни с целью упрощения его и получения более точной отливки. Основной стержень №1, образующий внутреннее очертание тела башни, формовался на месте, по модели, а не отдельно в стержневом ящике, как это имело место при формовке первой башни. Центровка основного стержня относительно формы осуществлялась специальными металлическими направляющими кольцами и штырями. Направляющие кольца механически обрабатывались и подгонялись друг к другу, обеспечивая точность установки стержня.
Менее существенным изменениям подверглась технология термообработки литых башен. Прежде всего, окончательную закалку под душем, как не оправдавшую себя, заменили закалкой в водяной ванне. Кроме этого, в инструкцию по термообработке ввели некоторые дополнения, уточняющие время выдержки и порядок взятия проб.
Необходимо отметить, что установочная партия литых башен была изготовлена по чертежу 34.30.182, разработанному КБ 520 завода №183 в июне 1940 г. Первый вариант чертежа литой башни, выполненный КБ 520 весной 1940 г. для Мариупольского завода (индекс детали 34.30.181), имел ряд недостатков и в металле воплощен не был. Однако он послужил основой для создания чертежа 34.30.182, при разработке которого были устранены конструктивные недостатки, выявленные в ходе испытаний первой литой башни, а именно:
– более тщательно проработана общая конфигурация тела башни;
– с целью создания плавного перехода в местах соединения лобовой части с бортовыми стенками, а также в местах соединения обечаек с корпусом увеличены радиусы скругления.
Данные изменения, а также использование ребер жесткости и более длительная выдержка отливки в земле позволили получать корпуса башен, свободные от трещин.
Таким образом, по вновь разработанной технологии к 10 июля 1940 г. была изготовлена установочная партия литых башен из стали марки МЗ-2 в количестве 13 штук. Отличительной чертой литых башен, изготовленных по чертежу 34.30.182, являлись следующие характерные детали:
– корпус башни спроектирован на подобии расширенной сварной башни, линия изгиба боковых стенок смещена относительно центра башни на 162 мм в сторону кормы;
– отлитые зацело с телом башни приливы оснований боковых смотровых приборов;
– отлитый зацело с телом башни кронштейн для крепления механизма поворота башни;
– отлитое зацело с телом башни кольцо для крепления погона башни;
– отсутствие крыши и днища ниши башни.

Чертеж корпуса литой башни – деталь 34.30.181. Первый вариант корпуса литой башни, разработанный КБ 520, из-за несовершенства конструкции в металле изготовлен не был. Характерными отличиями данного варианта являются малые радиусы скругления в местах лоб-боковые стенки, обечайка-корпус башни (чертеж из коллекции Алексея Хлопотова).
После отливки все башни установочной партии подвергли тщательному осмотру и замеру, результаты которых были отражены в составленном сотрудниками бригады отчете «Обзор производства установочной партии литых башен из стали МЗ-2 для танка Т-34 на Мариупольском заводе им. Ильича».
ОСМОТР ОТЛИТОЙ ПАРТИИ БАШЕН ОБНАРУЖИЛ СЛЕДУЮЩИЕ ВИЛЫ ДЕФЕКТОВ :
1. Незначительные трещины глубиной до 20мм в месте перехода прилива смотрового отверстия к бортовой стенке (одна деталь №1-1).
2. Незначительные раковины под холодильниками прилива смотрового отверстия (одна деталь № 1 -2).
3. Земляные засоры (две детали №1-5 и №1-7).
4. Размыв формы (две детали №1-7и №1-8).
5. «Рвотины» на поверхности глубиной до 25мм (деталь №2-1)
6. Уход металла из формы при заливке (деталь 2-2).
ПРИЧИНЫ ОБРАЗОВАНИЯ ЛЕФЕКГОВ И МЕРЫ ИХ УСТРАНЕНИЯ.
1. Трещины в месте сопряжения прилива смотрового отверстия с бортом образовались вследствие недостаточно плавного перехода и были устранены, начиная с третьей детали, путем незначительного изменения первоначальной конструкции.
2. Незначительные раковины под холодильниками произошли вследствие оплавления их во время заливки, что объясняется недостаточной толщиной холодильников. Холодильники утолщены на 25мм и кроме того чугунные холодильники заменены стальными (использование холодильников позволяет выравнять время затвердевания расплава в толстых и тонких частях отливки, обеспечивая одновременное ее затвердевание. Обладая высокой теплопроводностью и способностью аккумулировать тепло, внешний холодильник значительно ускоряет процесс затвердевания расплава в более массивном узле, тем самым уменьшая вероятность образования усадочных дефектов. – Прим. авт.)
3. Земляные засоры были обнаружены на 2-х деталях (№ 1 -5 и № 1-7). Указанные дефекты объясняются невнимательной работой при сборке и сбалчивании опок. Во избежание земляных засоров, которые получаются главным образом, вследствие отдавливания стержней верхней опокой при сборке, необходимо по установке боковых стержней и главного стержня №1 проверять рейкой по разъему формы правильность установки стержней, не допуская при этом выступов их над разъемом. Верхняя опока для проверки должна дважды перекрываться. Сбалчивание формы следует производить с подчековкой фланцев опок по разъему.
4. Размыв формы происходит по причине недостаточно тщательной отделки слабых мест формы и недостаточной прошлифовки.
5. «Рвотины» на поверхности детали, обнаруженные на детали №2-1, объясняются грубым нарушение технологического процесса. Деталь 2-1 заливалась через 48 часов по окончании сборки, вместо полагающихся 8-10 часов. Это обстоятельство повлекло к тому, что форма отсырела, вследствие чего образовались указанные дефекты.
6. Уход металла из формы при заливке детали №2-2 произошел по причине недостаточно хорошей промазки стыков литниковой системы и недостаточной толщины слоя земли между литниковой системой и нижней плитой. Для устранения этого явления в настоящее время нижняя плита делается без отверстий.
Необходимо отметить, что ввиду сложности отливки башни, в процессе установочной партии и последующего производства неминуемы незначительные уточнения инструкции производства. Общая схема процесса установлена бригадой правильно и остается неизменной.
ПРОВЕРКА ВНЕШНИХ РАЗМЕРОВ ДЕТАЛЕЙ
При разметке трех башен №№1-2, 1-3, 1-4 установлены незначительные отклонения в размерах детали, которые, однако, не превышают 1 % от чертежных размеров.
Разметкой обнаружено коробление кольца для крепления погона, поэтому для сохранения чертежных размеров был увеличен припуск на механическую обработку кольца на 10мм. Толщина бортовых частей колеблется в пределах 51-56 мм, толщина головной части – 52-53 мм.
Наблюдается незначительное (15 мм) коробление (расхождение) бортов после вырезки кормовой части. Причина может быть установлена лишь после разметки башни не прошедшей термообработку, т.к. коробление бортов может иметь место в период остывания детали, а также при термообработке.
Приливы с наружной стороны для смотровых отверстий установлены по указанию конструктора КБ завода № 183, т. к. в чертеже недостаточно ясно были указаны места их расположения. Для проверки необходимо затребовать дополнительный чертеж этого узла.
Несмотря на указанные выше отклонения от чертежных размеров, разметка показала пригодность деталей для производства механической обработки. Она также подтвердила правильность выбранного процента усадки (при изготовлении модели был принят 1% усадки).
Ниже приводится список литых башен установочной партии:
СПИСОК БАШЕН УСТАНОВОЧНОЙ ПАРТИИ
№ п/п № отливки № плавки Состояние поверхности отливки Наличие дефектов и их характеристика 1 1-1 513345 Удовлетворительное Незначительные трещины в местах соединения прилива смотрового отверстия с бортом 2 1-2 515298 Удовлетворительное 1. Неправильное направление литников. 2. Незначительный вскип под холодильником прилива смотрового отверстия. 3 1-3 513325 Удовлетворительное Дефектов не обнаружено. 4 1-4 513356 Удовлетворительное Дефектов не обнаружено. 5 1-5 513360 Брак Земляной засор. 6 1-6 513362 Удовлетворительное Дефектов не обнаружено. 7 1-7 Брак Земляной засор в передней части обичайки и размыв формы. 8 1-8 515319 Удовлетворительное Незначительная раковина на поверхности и местный размыв формы. 9 1-9 515325 Удовлетворительное Дефектов не обнаружено. 10 2-1 515315 Брак Поверхность покрыта "рвотинами". 11 2-2 515321 Брак Не долиты прибыли, форма бежала при заливке. 12 2-3 515327 Удовлетворительное Дефектов не обнаружено. 13 2-4 515326 Удовлетворительное Дефектов не обнаружено.
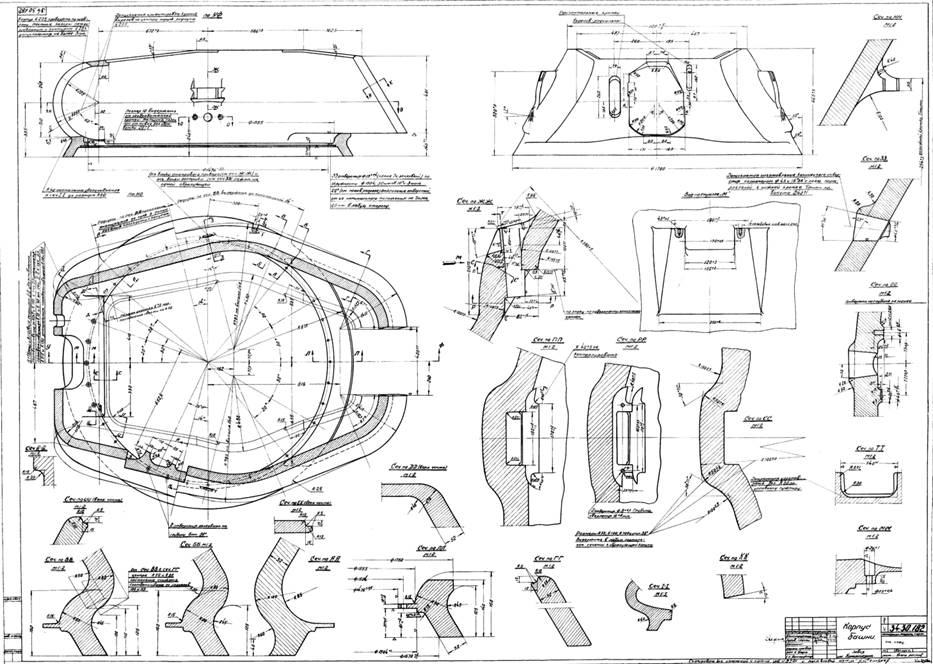
Чертеж первого серийного варианта корпуса литой башни – деталь 34.30.182.
Как видно из приведенного документа, основной причиной брака являлась не неверно выбранная технология изготовления башен, а слабое соблюдение технологической дисциплины. На основании этого сотрудники бригады сделали выводы о необходимости проведения следующих мероприятий, призванных в будущем улучшить качество литых башен:
– повысить трудовую и технологическую дисциплины на всех операциях (формовка, заливка, термообработка);
– обеспечить надлежащий технологический контроль на всех операциях изготовления каждой детали;
– уделить особое внимание качеству изготовления формовочных смесей.
Опыт отливки установочной партии башен также показал, что при массовом производстве для более точного соблюдения толщины и основных размеров башни формовку желательно производить по металлическим моделям. Забракованные башни из установочной партии (№№1-5,1 -7,2-1 и 2-2) в дальнейшем использовались для проведения опытных работ по уточнению технологии термообработки.
В самом начале июля, на основании распоряжения АБТУ и 7-го ГУ НКСП, на Мариупольском заводе им. Ильича была создана специальная комиссия под председательством военинженера 2-го ранга Г.И. Зухера.
Основной целью работы комиссии являлось изучение и оценка результатов исследовательских работ бригады по литой броне, проведение полигонных испытаний обстрелом одной из башен установочной партии и составление заключения о пригодности литой башни Т-34 для серийного производства.
В состав комиссии вошли: главный инженер завода им. Ильича B.C. Ниценко, главный технолог завода им. Ильича И.Е. Демчук, начальник 8-го отдела НИИ-48 П.О. Пашков и начальник исследовательской лаборатории завода им. Ильича Н.В. Шмидт.
Для испытаний обстрелом комиссии была предъявлена башня №1-1. После окончательной термообработки башня имела твердость 2,8-3,0 по Бринеллю, толщина брони составляла: по правому борту – 52-57 мм, по левому борту – 51 -53 мм. Химический анализ башни был следующим: С – 0,25; Si – 1,34; Мп – 1,34; Р – 0,026; S – 0,015; Сг – 0,82; Ni – 1,44; Мо – 0,16. Трещины, образовавшиеся в местах соединения прилива смотрового прибора с бортом, были вырублены без последующей заварки (ввиду незначительной глубины последних).
Испытания обстрелом состоялись 4 июля 1940 г. на полигоне завода им. Ильича по следующей программе:
1) Основные испытания снарядом калибра 45 мм (чертеж 2-03347):
а) в рабочем положении по наклонной боковине башни с целью определения ПТП (предел тыльной прочности) и ПСП (предел сквозного пробития);
б) в рабочем положении по всей поверхности башни с целью проверки однородности и равномерной стойкости при скоростях удара, соответствующих найденным согласно пункту «а» ПТП и ПСП;
в) в наклонном положении с расчетом получения попадания снарядом по нормали с целью определения ПТП и ПСП и сравнения их со стойкостью катаных деталей.
2) Испытания остроголовым бронебойным снарядом калибра 45 мм (чертеж 2-01991) с целью ориентировочной проверки сопротивляемости литой башни остроголовому снаряду.
3) Испытания снарядом калибра 37 мм (чертеж 3882) в рабочем положении с целью проверки возможности пробития башни данным снарядом.
4) Факультативные испытания снарядом калибра 76 мм (чертеж 2-03545) в рабочем положении башни для определения характера поражений.
Приведем результаты этих испытаний.
Против 45 мм. тупоголового снаряда (черт. 2-03347)
а) При испытании в рабочем положении при конструктивном угле наклона стенок башни 30° при максимальных скоростях (свыше 760 м/с) на участках даже с наименьшей толщиной стенок (51 мм) из числа 12 выстрелов не получено ни одной пробоины или выбитой пробки, а получены вмятины 5-8 мм (см. выстрелы №2,3,6,7,8,14,17,26,29).
б) Таким порядком проверена кругом поверхность башни. В носовой части, где встреча снаряда со стенкой башни произошла под углом близким к нормали при скорости 761,6 м/с. получена сквозная пробоина (см. выстрел №30). Однако при проверке дополнительно двумя выстрелами №№31 и 32 пробоина не подтвердилась – получены вмятины. В кормовой части башни, при встрече снаряда под углом, близким к 30° получена пробоина меньше калибра (снаряд перед плитой в осколках при скорости 763,8 м/с, см. выстрел №27). Такая же пробоина получена при выстреле №28, расположившемся на расстоянии 11-19 мм от выстрела №27. Выстрелами №26 и 29 в эту же часть башни при скорости 752,9 и 765,2 м/с пробоины не подтвердились – получены вмятины по 6 мм.
в) При испытании по нормали предел тыльной прочности можно считать 740 м/с (см. выстрел 19); предел сквозного пробития не получен. При скорости 760,8 м/с (см. выстрел №18) получена пробоина меньше калибра, в этом участке толщина стенки равнялась 51-52 мм.
Против 45 мм. остроголового снаряда (черт. 2-01991)
Всего было произведено 5 выстрелов. При толщине стенки 56-57мм при скоростях 725, 743, 756 м/с получены пробоины меньше калибра (см. выстрелы 4,5 и 9). При толщине стенки 51 мм при скорости 708 м/с получено сквозное пробитие с уходом снаряда за плиту. Ввиду ограниченного числа попаданий не представилось возможным вывести нормы стойкости по этому чертежу снаряда.
Против 37 мм. снаряда (чеот. 3882)
Дано было 2 выстрела в рабочем положении при скоростях 755-774 м/с (см. №24 и 25) при этом получены вмятины 9- 12мм.
Против 76 мм. снаряда (черт. 2-03545)
Дано было 4 выстрела в рабочем положении (см. выстрелы №№10, 11, 12 и 13). При V=521 (выстрел 10)-вмятина 10 мм и выпучина – 2 мм. При V=571,5 (выстрел 11) выбита пробка диаметром 50 мм. При V=625 (выстрел 12) – пробоина меньше калибра, снаряд перед плитой. При V=638,6 (выстрел 13) – тоже. Таким образом ПТП можно считать равным 520-530 м/с, ПСП не найден и может быть принят выше 630-640 м/с.
ВИД ПОРАЖЕНИЙ При испытании башни выявлено, что характер поражений является вполне удовлетворительным. Поражения с тыльной прочностью отличаются наличием незначительной вмятины с лицевой стороны общей глубиной 5-8,5 мм при ударе 45 мм снаряда черт. 203347, с тыльной стороны выпучины обычно не образовывались или же ограничивались величиной 1-2 мм. Поражения при пробитии меньше калибра или при сквозном пробитии характерны наличием правильной пробоины в калибр снаряда или меньше калибра при полном отсутствии проломов, отломов с тыльной стороны, разрывов, трещин и т.п. дефектов. Особенно необходимо отметить благоприятный вид поражений при факультативном испытании снарядами калибра 76 мм черт 2-03545. После значительного числа попаданий 45 мм снарядом башня выдержала 4 выстрела данными снарядами без образования трещин, отколов и т.п.
Вязкие свойства литой башни могут быть также иллюстрированы выстрелами №27 и 28. Перемычка между пробоинами при этих выстрелах составила всего лишь 19 мм снаружи и 11 мм стыла, но никаких трещинок или хрупких разрывов все же не наблюдалось.
СРАБАТЫВАЕМОСТЬ СНАРЯДОВ Снаряды калибра 37,45 и 76 мм имеющие внутреннюю полость для разрывного заряда, при ударе по броне литой башни в рабочем положении (угол наклона 30°) – разбивались в осколки. При попадании по нормали (см. выстрелы 18, 19 и 20) снаряды калибра 45 мм (черт. 2-03347) срабатывались со вскрытием внутренней полости. Таким образом, срабатывание снарядов при ударах по литой башне следует признать вполне удовлетворительным и равноценным со срабатыванием, наблюдавшемся на катаной броне высокой твердости из стали марки «МЗ-2». [3]
С целью дополнительной проверки качества отливки и однородности свойств брони по виду излома после окончания полигонных испытаний литая башня №1-1 была разбита под копром. Изучение осколков башни выявило однородность излома практически по всей поверхности башни и удовлетворительную плотность отливки. Литейные дефекты в виде усадочной рыхлости были обнаружены лишь на боковинах башни в местах прилива для смотровых приборов, имевших утолщение до 150 мм.
После проведения испытаний обстрелом комиссия сделала сравнительный анализ показателей стойкости литой брони высокой твердости марки МЗ-2, из которой была изготовлена установочная партия, с аналогичными показателями для брони других типов и марок стали. В таблице №13 приведены сравнительные данные по стойкости брони различных типов против снарядов калибра 45 мм (чертеж 2-03347), на основании которых был сделан ряд выводов:
– показатели стойкости литой брони высокой твердости несколько выше показателей катаной брони толщиной 45 мм и вплотную приближаются к показателям катаной брони толщиной 50 мм. Таким образом, бронестойкость литой башни удовлетворяет поставленному АБТУ и 7 ГУ НКСП требованию равностойкости с катаной броней толщиной 45 мм, идущей в производстве сварных башен;
– показатели стойкости литой брони высокой твердости значительно выше показателей брони той же толщины, но обработанной на низкую твердость.
В конечном итоге, в середине июля 1940 г. после всестороннего изучения результатов полигонных испытаний литой башни №1-1 комиссия дала высокую оценку деятельности совместной бригады НИИ-48 и Мариупольского завода им. Ильича по литым узлам танка Т-34 и внесла на рассмотрение АБТУ и НКСП соответствующие предложения.
Комиссия констатирует:
1) В результате опытных работ завода им. Ильича и Бригады изыскана и отработана на установочной партии деталей броня для литых танковых конструкций, противостоящая малокалиберной противотанковой артиллерии (37-45 мм). Такой броней является гомогенная броня высокой твердости (2,8-3,1 по Бринеллю) из стали «МЗ-2».
2) Сталь марки «МЗ-2», принятая в валовом производстве для изготовления бронедеталей из прокатанных листов, вполне оправдала себя также и на литых конструкциях, что представляет значительные удобства в производстве.
3) Стойкость брони литой башни при толщине стенок 51-56 мм вполне эквивалентна стойкости 45 мм катанных плит и составляет:
а) против 45 мм снаряда (черт. 2-03347) по нормали 11111=740 м/с, ПСП=760 м/с, а под углом 30° – ПТП и ПСП выше 760 м/с.
б) против 76 мм снаряда (черт. 2-03545) под углом 30° ПТП=520-530 м/с, а ПСП около 640 м/с.
Стойкость гомогенной литой брони высокой твердости значительно превосходит стойкость литой брони низкой твердости равной толщины.
Таблица №13
Марка стали и тип брони Толщина Угол 0° Угол 30° ПТП ПСП ПТП ПСП МЗ-2 литая, высокой твердости (2,8-3,0) 51-55 740 Выше максимума Выше максимума Выше максимума МЗ-2 катаная* 50 725—760 Тоже Тоже Тоже МЗ-2 катаная* 45 725-735 755-765 Тоже Тоже МЗ-2 литая, низкой твердости** 55 540-660 560-634 725 745 (3,7—4,0) ФД-6654 литая, низкой твердости** (3,7—4,0) 45-52 550-650 565-680 600-670 660-760* Данные по результатам работы комиссии по приему на производство стали МЗ-2.
** Данные испытаний опытных литых плит бригады НИИ-48 и Марзавода.

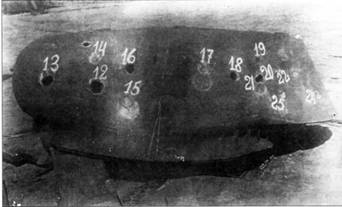

Корпус литой башни № 1 -1 после испытания обстрелом. Корпус башни не подвергался механической обработке; амбразура, задний люк и шахты боковых смотровых приборов не вырезаны.


3D модель корпуса литой башни по чертежу 34.30.182 (автор модели – Сергей Чекменев).
4) По видам поражений при испытании снарядами 37, 45 и 76 мм литая броня вполне удовлетворяет требования АБТУ КА – при сквозном пробитии совершенно не дает отколов, при испытаниях не было также случаев получения трещин, расколов или проломов.
5) Срабатываемость снарядов политой броне высокой твердости – вполне удовлетворительная. Снаряды всех применявшихся калибров и чертежей (с внутренней полостью) при обстреле башни в рабочем положении (угол 30°) – разбивались в осколки.
6) Особых конструктивных недостатков в башне при испытаниях не отмечено.
7) Тип брони и марка стали проверены, как в процессе опытных работ, так и при изготовлении установочной партии башен. Работниками цехов завода и бригады устранены технологические дефекты, выявленные предварительным испытанием опытной башни в апреле 1940 года. Разработанная технология производства литых башен, в основном оправданна на установочной партии, но требуются отдельные уточнения технологии уже в процессе валового производства и обучение кадров в цехах для устойчивого ведения производства с минимальным браком. Исправления технологии для устранения ряда дефектов, выявленных в процессе производства установочной партии башен изложены в приложении № 1 и внесены в технологические инструкции (см. приложение №4).
ЗАКЛЮЧЕНИЕ:
На основании результатов проведенных испытаний и анализа производства установочной партии башен комиссия вносит в АБТУ и 7-е ГУ НКСП следующие решения:
1. Утвердить основным типом брони для литых танковых конструкций, противостоящих мелкокалиберной противотанковой артиллерии (37 и 45 мм) – гомогенную броню высокой твердости (диаметр отпечатка Бринелля 2,8-3,1). Для отдельных узлов, расположенных под большими углами и требующих по условиям производства сложной механической обработки после полной термической обработки допустить гомогенную броню пониженной твердости за счет увеличения толщины.
2. Утвердить для изготовления литых башен танка Т-34 сталь марки «МЗ-2».
3. Утвердить на серийное производство 1940 г. конструкцию литой башни, разработанную заводом №183, при номинальной толщине брони 52 мм.
4. Утвердить прилагаемые технологические инструкции на отливку и обработку деталей (см. приложение №4). Предложить директору завода им. Ильича в кратчайший срок усилить техническое руководство литейного цеха, подготовить квалифицированные кадры литейщиков и с самого начала производства установить жесткие требования по точному соблюдению технологических инструкций и особой тщательности в работе. В соответствии с этим построить систему заработной платы и материальных поощрений.
5. Утвердить прилагаемые технические условия на серийное производство 1940 года (см. приложения №№5, 6 и 7).
6. Рекомендовать для литых танковых конструкций при аналогичной толщине брони, применение брони высокой твердости из стали марки «МЗ-2».
7. Поручить НИИ-48 совместно с Ижорским заводом в кратчайший срок изготовить опытные литые конструкции для танков «КВ», установив необходимую толщину и уточнив для этих толщин химсостав стали и технологию производства.
8. Предложить директору Завода им. Ильича совместно с бригадой НИИ-48 к 15-му августа 1940 г. закончить опытные работы по укрупнению детали носа и по узлу заднего моста. Вопрос о поиске базы для серийного производства этих деталей поручить 7-му Гп. Управлению НКСП.
9. Внести в правительственные инстанции прилагаемый проект решения о внедрении в производство литых танковых конструкций (см. приложение №8). [4]
В качестве приложения к данному акту в ГАБТУ был направлен проект решения о внедрении в производство литых конструкций, в котором комиссия обозначила мероприятия, необходимые для развития литейного производства на Мариупольском заводе. Ниже приведем текст этого документа.
ПРОЕКТ РЕШЕНИЯ
О ВНЕДРЕНИИ В ПРОИЗВОДСТВО ЛИТЫХ БАШЕН И ДРУГИХ ТАНКОВЫХ КОНСТРУКЦИЙ.
1) В связи с успешным окончанием на Мариупольском заводе им. Ильича экспериментальных работ по литым броневым башням и другим узлам – принять для постановки на танк Т-34 литую башню и составной носовой узел из броневой стали «МЗ-2» («И-8С»).
2) Наркомсудпрому немедленно развернуть производство литых башен и других узлов. С 1-го сентября 1940 г. обеспечить выпуск литых башен на Мариупольском заводе им. Ильича в количестве необходимом для выполнения программы 1940 г.
3) Наркомсудпрому в течение Ill-го квартала 1940 г. провести реконструкцию литейного цеха Мариупольского завода им. Ильича и оснастить его необходимым оборудованием для обеспечения программы производства литых башен, а к концу 1-го полугодия 1941 г. построить новый литейный цех для обеспечения программы броневого литья последующих годов.
Госплану СССР выделить заводу им. Ильича необходимые фонды оборудования для литейных и механических цехов. Ассигновать для указанных в п. 3 целей 15 миллионов рублей.
4) Наркомсудпрому направить на завод им. Ильича 15 специалистов по стальному литью и электрометаллургии из числа окончивших институты и техникумы.
5) Наркомсудпрому и Наркомчермету до 15-го августа 1940 г. наметить заводы для создания на них кооперированного производства броневого литья.
6) Наркомсудпрому в кратчайший срок обеспечить проведение дальнейших экспериментальных работ по применению броневого литья на других узлах танков. Форсировать окончание работ по литым башням для танка «КВ».
7) Академии Наук разработать методику и приборы для дефектировки броневого литья в цеховых условиях валового производства. [5]
В конце июля 1940 г. руководство ГАБТУ и НКСП дало официальное разрешение на начало серийного производства литых башен для танка Т-34 на Мариупольском заводе им. Ильича, о чем уведомило завод совместным письмом № 74608сс:
23/25 июля 1940 г.
Директору Мариупольского завода им. Ильича
тов. Гормашеву
Ст. военпреду АБТУ КА на Мариупольском заводе военинженеру 2-ранга т. Зухеру Копия: И.О. Директора НИ И-48 т. Каневскому
По вопросу: запуска в серийное производство литой башни Т-34.
Представленный акт комиссии по испытанию литой башни машины Т-34 и приложенный к акту проект Т. У. на испытание и приемку литой башни утвердить.
Литую башню машины Т-34 запустить в серийное производство. При производстве литой башни машины Т-34 руководствоваться технологической инструкцией приложенной к акту.
Одновременно с запуском в серийное производство литых башен продолжать производство башен из катанной брони.
ЗАМ. НАЧАЛЬНИКА ГАБТУ КА ГЕНЕРАЛ-МАЙОР ТЕХНИЧЕСКИХ ВОЙСК Лебедев
ЗАМ. НАЧАЛЬНИКА 3 ГЛАВНОГО УПРАВЛЕНИЯ НКСП Хабахпашев. [6]
Всего за июль 1940 г. на Мариупольском заводе по чертежу 34.30.182 отлили 21 башню (5 штук установочной партии и 16 серийных), из них три башни были забракованы ОТК. В августе мощность сталелитейного цеха несколько возросла, и за месяц удалось отлить 30 башен, но, как и в июле, три башни признали браком. С целью снижения процента брака и устранения поводок башни при термообработке специалистами Мариупольского завода совместно с конструкторами завода N2183 в июле-августе 1940 г. были внесены следующие изменения в конструкцию корпуса литой башни:
– упразднено отлитое зацело с телом башни кольцо для крепления погона;
– упразднен отлитый зацело с телом башни кронштейн для крепления механизма поворота башни;
– введено местное утолщение по нижней юбке башни в районе ниши, а также внедрен ряд других мелких изменений.
Данные изменения были оформлены в чертеже 34.30.182-1, подписанном А.А. Морозовым в самом конце августа.
Забегая вперед, скажем, что в середине октября 1940 г. вышло постановление Комитета обороны СССР за номером 390сс, в котором литая башня и литая балка были официально введены в конструкцию танка Т-34. Согласно этому постановлению, Мариупольский завод обязывался к концу года довести мощности по выпуску литых башен до 200 штук в месяц. В рамках этого решения на заводе развернулись работы по реконструкции и расширению мартеновского и сталелитейных цехов.
Список источников
1. РГВА. Ф.31811. 0п.2.Д. 1022. Л.315.
2. РГВА. Ф.31811. Оп.3. Д.2073. Л. 11-13.
3. РГВА. Ф.31811. Оп.3. Д.2073. Л.4-5.
4. РГВА. Ф.31811. Оп.3. Д.2073. Л.6-8.
5. РГВА. Ф.31811. Оп.3. Д.2073. Л.40.
6. РГВА. Ф.31811. 0п.2.Д. 1176. Л.208.

Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКЧитайте также
НАЧАЛО ПУТИ
НАЧАЛО ПУТИ Родился герой нашего повествования 24 сентября 1874 года в родовом поместье — селе Александровка Елизавстградского уезда. Происходил из дворян Херсонской губернии, несколько поколений которых связали свою жизнь с морем. Отставной штабс-капитан Сергей
Начало пути
Начало пути Довелось мне родиться летом 1928 года в неприметной рязанской деревушке с красивым названием Алмазово, расположенной на самом стыке трех областей: Рязанской, Тульской и Московской. Мужики вечно шутили, что у нас самые горластые петухи: их слышно сразу
НАЧАЛО БОЛЬШОГО ПУТИ
НАЧАЛО БОЛЬШОГО ПУТИ По окончании Гражданской войны победившие большевики взялись за восстановление военной авиации. Причем уже в 20-х годах партия и правительство ставили задачи не только защиты «завоеваний революции», но и ее экспорта по всему миру. А одним из
§ 1.1. Начало пути
§ 1.1. Начало пути Анатолий Эдуардович Сердюков родился 8 января 1962 года в поселке Холмский Абинского района Краснодарского края. В 1984 году окончил Ленинградский институт советской торговли по специальности «экономист».В 1984–1991 годах Сердюков занимал должность
Начало боевого пути
Начало боевого пути На небольшой площади северо-западнее Ленинграда довольно плотно располагались семь аэродромов. В Левашово, на самом большом из них, находились самолеты дальней авиации. Его открытое всем ветрам грунтовое летное поле нетрудно было отыскать даже в
Начало пути
Начало пути Алексей Брусилов родился в 1853 году 19 (31) августа в Тифлисе. Его дальние предки были выходцами из Польши и вели свою родословную от известного польско-украинского дипломата и воеводы Адама Киселя, недруга Богдана Хмельницкого и противника вхождения Малороссии
Хроники первых «тридцатьчетверок» 1940 г Начало пути
Хроники первых «тридцатьчетверок» 1940 г Начало пути Алексей МакаровПродолжение. Начало см. в «ТиВ» № 9-12/2010 г. № 1–5/2011 г. 27 апреля 1940 г. членами комиссии был подписан отчет по итогам проведенных войсковых испытаний двух опытных Т-34, а также составлен перечень изменений
Хроники первых «тридцатьчетверок» 40 г. Начало пути
Хроники первых «тридцатьчетверок» 40 г. Начало пути Алексей МакаровПродолжение. Начало см. в «ТиВ» № 9-12/2010 г. № 1–4/2011 г. Теперь рассмотрим, как продвигались работы по выпуску установочной серии танка Т-34 в марте-апреле 1940 г. на заводе № 183. Как видно из сводок, уже в
Хроники первых «тридцатьчетверок»
Хроники первых «тридцатьчетверок» Алексей МакаровПродолжение. Начало см. в «ТиВ» №9-12/2010г., №1-7/2011 г.Рассмотрим, как развивались события, связанные с изготовлением установочной серии танков Т-34 на заводе №183 в мае- июне 1940 г. Согласно Постановлению СНК СССР и ЦК ВКП (б)
Хроники первых «тридцатьчетверок» 1940 г. Начало пути
Хроники первых «тридцатьчетверок» 1940 г. Начало пути Алексей МакаровПродолжение. Началосм. в «ТиВ» №9-12/2010 г., №1-8/2011 г.Июль-августГоворя о событиях, связанных с производством Т-34 в начале второго полугодия 1940 г., необходимо отметить, что основные усилия промышленности и
Развитие идеи вооружения подводных лодок баллистическими ракетами Часть III (начало) Комплекс Д-1: начало большого пути
Развитие идеи вооружения подводных лодок баллистическими ракетами Часть III (начало) Комплекс Д-1: начало большого пути Павел Константинов*См. «ТиВ» № 4,5/2004 г.Предпосылки создания комплексаСуществует устойчивое мнение, будто бы моряки безнадежно консервативные люди.
НАЧАЛО ПУТИ
НАЧАЛО ПУТИ Артур Баевский родился 3 мая 1892 года в Мелитополе Таврической губернии, в семье типографского наборobка. Позже его отец перебрался в городок Валуйки, расположенный недалеко от Воронежа, где открыл небольшую собственную типографию. Там же, в Валуйках, Артур