"Стрела" стартует на Волге
"Стрела" стартует на Волге
Но мнению военных специалистов, сегодня одним из наиболее эффективных средств борьбы с низколетящими средствами воздушного нападения (вертолетами, самолетами, крылатыми ракетами) является зенитный ракетный комплекс "Стрела-ЮМЗ" (см.стр.14). Он состоит на вооружении подразделении ПВО сухопутных войск армии России, поставляется более чем в тридцать стран мира, а в некоторых производится по лицензии. В нашей стране комплекс выпускается Саратовским агрегатным заводом (САЗ) – одним и) крупнейших машиностроительных предприятий Поволжскою региона.
Завод был основан в начале 1930-х годов и предназначался для производства запасных частей к закупленным за рубежом тракторам. В годы Великой Отечественной войны коллектив освоил выпуск противотанковых ружей, а также различных боеприпасов, в том числе мин для минометов. В послевоенные годы предприятие выпускало первые отечественные противотанковые комплексы "Шмель" (2П27), "Малютка" (9П110) и "Малютка П" (9П133). Накопленный опыт в создании этих видов оружия позволил в дальнейшем в короткие сроки начать производство зенитных ракетных комплексов семейства "Стрела". В настоящее время на заводе изготавливают современные боевые машины 9A34M3 и 9A35M3 комплекса "Стрела-10МЗ". Для их сборки выпускают около 3 тысяч деталей (из них 2,5 тысячи подвергаются механической обработке).
Сегодня САЗ – это предприятие с высоким технологическим уровнем производства. Широкое распространение получили здесь прогрессивные методы изготовления труднообрабатываемых деталей, входящих в состав комплекса. Так, башня, корпусы и шестерни редукторов привода, кронштейны, рычаги, тяги и другие комплектующие обрабатываются на высокоточных токарных и фрезерных станках с программным управлением. В производстве применяются робото- технические комплексы, лазерные технологии, а также механизированное и автоматизированное подъемно-транспортное оборудование. Механические цехи оснащены станками типа "обрабатывающий центр", позволяющими осуществлять многооперационную обработку деталей.
В результате использования высококачественных материалов значительно повысилась надежность оборудования комплекса. В частности, для изготовления направляющей пусковой установки применяются высоколегированные стали, а для элементов подвески люльки – алюминиевые и титановые сплавы. Такое сочетание материалов позволило не только сделать более прочными наиболее нагруженные детали машины, но и снизить ее общий вес.
Поскольку точность поражения целей во многом зависит от качества электронных приборов и электрооборудования, входящих в состав "Стрелы-10МЗ", для их изготовления на заводе организовано специальное производство, оснащенное самым современным технологическим оборудованием. Персонал, работающий на этом участке, имеет высокую квалификацию и ведет монтаж электрорадиоэлементов на одно- и двухсторонние печатные платы с очень высокой степенью плотности. За счет этого снижаются масса и габариты приборов.
Большое внимание на предприятии уделяется автоматизации и механизации технологических процессов. Для этих целей используется как готовое оборудование, так и оснастка, созданная специалистами завода. Например, трудоемкая операция по изготовлению и установке штырьковых контактов на печатные платы осуществляется методом холодной высадки и запрессовки с помощью устройства, разработанного конструкторами предприятия. Опыт показал, что применение данного устройства значительно увеличивает производительность труда и повышает качество продукции.
Для сборки больших партий однотипных печатных плат на заводе внедрена автоматическая линия. С ее помощью предварительно готовят микросхемы и другие электрорадиоэлементы к монтажу, а затем по заданной программе разносят их на печатной плате. Входящая в технологическую цепочку установка для пайки волной производит распайку контактов. Линия позволяет осуществлять монтаж или плотно на плату, или с зазором. По отзывам специалистов, при механизированной пайке элементов с высокой плотностью монтажа брак от общего количества плат не превышает 1%. Та же установка успешно применяется и для сборки мелкосерийных плат, подготовленных вручную.
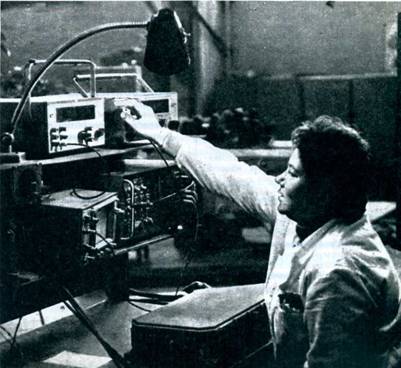
Стенд для испытания оборудования рабочего места оператора.
Лаборатория периодических испытаний.
Автоматическая линия подготовки и сборки микросхем.
Наладка электронных блоков аппаратуры запуска снарядов.
В номенклатуру выпускаемой заводом продукции входят изделия, сочетающие электронные блоки и высокоточные механические приборы (например, аппаратура навигации и топопривязки). Поэтому в цехах приборного производства имеется слесарный участок точной сборки. На нем ведутся монтаж и отладка прецизионных механических узлов, входящих в состав электронной аппаратуры. Качеству электронных и электромеханических блоков уделяется большое внимание. На всех этапах сборки печатных плат от подготовки и до проверки и отладки готовой продукции действует жесткая система контроля выполняемых операций.
Вся выпускаемая продукция проверяется в условиях воздействия крайне жестких факторов внешней среды на специальных стендах. В частности, электронные блоки нарабатывают определенные техническими условиями часы в термокамерах при температуре от -65°С до 50°С. Их также контролируют на герметичность методом окунания и длительного дождевания. Механические испытания проводят на вибростендах, задавая различные частотные режимы, включая проверку на стойкость к ударным нагрузкам. Между проверками приборы проходят тестирование на стендах, оснащенных микроЭВМ. При этом им автоматически задают возможные режимы функционирования, фиксируют результаты и определяют возникшие неисправности.
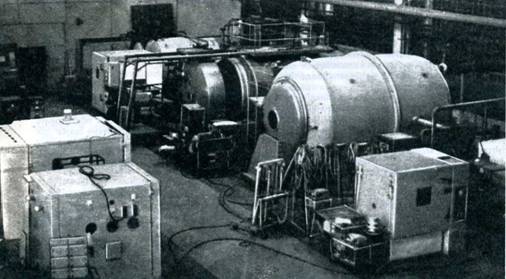
Несколько блоков из каждой партии проходят проверку в лаборатории периодических испытаний, оснащенной термобарокамерами, специальными стендами и другой аппаратурой. Методика ее работы строится на основе системы Государственных стандартов "Мороз". Комплектующие элементы и блоки подвергаются воздействию неблагоприятных факторов внешней среды. Так, в термобарокамере приборы контролируются на работоспособность в режимах тепло- и холодоустойчивости с одновременным воздействием атмосферного давления, морского тумана, пыли и водяных брызг. В климатических камерах создаются погодные условия различных регионов (тропики, приморские зоны, высокогорье, пустыни) и сезонов (неоднократные переходы через температуру 0°С, дождевание различной интенсивности, образование инея и росы, пылевые бури). При контроле оборудования на авиатранспортабельность имитируют полеты на высотах до 10000 м, создавая давление 90 мм рт.ст. и температуру до -50°С. Рабочие объемы камер и стендов составляют несколько кубических метров, что позволяет испытывать изделия значительных габаритов и массы.
В заключение хотелось бы отметить, что в условиях сокращения объема военных заказов Саратовский агрегатный завод предпринимает усилия в области конверсии производства. Кроме военной техники здесь освоен выпуск оборудования для пищевой промышленности, медицинских приборов, автоматики для промышленных объектов, а также товаров народного потребления (грузовые прицепы к легковым автомобилям, светильники, электрозажигалки, детские игрушки). Предприятие готово к сотрудничеству с российскими и зарубежными партнерами по организации выпуска на его производственных мощностях как военной, так и гражданской продукции.
Телефоны для справок: (845-2) 25-14-89. 25-89-36 Факс: (845) 25-89-33, 25-89-98
Подполковник С.МЕДВЕДЬ, подполковник А.НЕДЕЛИН

Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКЧитайте также
№ 22 ПРИКАЗ ГИТЛЕРА КОМАНДУЮЩЕМУ 6-Й АРМИИ Ф. ПАУЛЮСУ О ПРОРЫВЕ К ВОЛГЕ В РАЙОНЕ СТАЛИНГРАДА
№ 22 ПРИКАЗ ГИТЛЕРА КОМАНДУЮЩЕМУ 6-Й АРМИИ Ф. ПАУЛЮСУ О ПРОРЫВЕ К ВОЛГЕ В РАЙОНЕ СТАЛИНГРАДА 17 ноября 1942 г.Всем находящимся в Сталинграде командирам, до командиров полков включительно, сообщить устно следующий приказ фюрера:«Мне известны трудности борьбы за Сталинград и
Гитлеровцы рвутся к Волге
Гитлеровцы рвутся к Волге К шести часам утра двадцать пятого августа 282-й полк, которым командовали майор М.Г. Грущенко и комиссар А.М. Карпов, занял оборону по правому берегу Мокрой Мечетки, сменив на этом участке 28-й учебный танковый батальон. На левом фланге полка
Боевая машина комплекса "Стрела-10МЗ"
Боевая машина комплекса "Стрела-10МЗ" Зенитный ракетный комплекс "Стрела-1 ОМЗ", являющийся последней модификацией комплекса "Стрела-10М2" (известного в странах НАТО под индексом SA-13), предназначен для непосредственного прикрытия войск от средств воздушного нападения. Он
ПОЛКОВОЙ САМОХОДНЫЙ ЗЕНИТНЫЙ РАКЕТНЫЙ КОМПЛЕКС "СТРЕЛА-10"
ПОЛКОВОЙ САМОХОДНЫЙ ЗЕНИТНЫЙ РАКЕТНЫЙ КОМПЛЕКС "СТРЕЛА-10" Работы по созданию самоходного зенитного ракетного комплекса "Стрела-10С В" (9К35) проводились по Постановлению ЦК КПСС и СМ СССР от 24 июля 1969 г.Несмотря на то, что в тот же период велась разработка зенитного
ПЕРЕНОСНЫЕ ЗЕНИТНЫЕ РАКЕТНЫЕ КОМПЛЕКСЫ " СТРЕЛА-2" И " СТРЕЛА-3"
ПЕРЕНОСНЫЕ ЗЕНИТНЫЕ РАКЕТНЫЕ КОМПЛЕКСЫ " СТРЕЛА-2" И " СТРЕЛА-3" Работы по созданию переносного зенитного ракетного комплекса (ПЗРК) "Стрела-2" начались в соответствии с Постановлением СМ СССР от 25 августа 1960 г. о проведении работ по комплексу "Стрела".К этому времени
Полковой самоходный зенитный ракетный комплекс "Стрела-1"
Полковой самоходный зенитный ракетный комплекс "Стрела-1" С появлением в концу 1950-х гг. информации о разработке в США носимого ЗРК с оборудованной пассивной тепловой головкой самонаведения ракетой, в дальнейшем получившей наименование "Ред Ай", советское военное
Полковой самоходный зенитный ракетный комплекс "Стрела-10"
Полковой самоходный зенитный ракетный комплекс "Стрела-10" С созданием ЗРК "Стрела-1" открылась возможность формирования в полковых зенитных дивизионах ракетно-артиллерийских батарей, состоявших из взвода с четырьмя ракетными комплексами и взвода из четырех "Шилок", что
Переносные зенитные ракетные комплексы " Стрела-2" и "Стрела-3"
Переносные зенитные ракетные комплексы " Стрела-2" и "Стрела-3" Китайская "пиратская" копия "Стрелы-2М" — Hongying-5B (HN-5B)К концу 1950-х гг. в СССР поступила первая, еще несколько противоречивая информация о том, что в США в 1958 г. началась разработка носимого ЗРК с ракетой,
ХРОНОЛОГИЯ СОБЫТИЙ В БИТВЕ НА ВОЛГЕ
ХРОНОЛОГИЯ СОБЫТИЙ В БИТВЕ НА ВОЛГЕ 1942 год28 июняНачало «главной» наступательной операции противника на юго-западном направлении по овладению районом Сталинграда и выходу на Кавказ.Начало Воронежско-Ворошиловградской оборонительной операции Брянского, Юго-Западного и
РАЗБОИ «ВОРОВСКИХ КАЗАКОВ» НА ВОЛГЕ И ЯИКЕ
РАЗБОИ «ВОРОВСКИХ КАЗАКОВ» НА ВОЛГЕ И ЯИКЕ После покорения Поволжья и укрепления царской власти на всем протяжении реки от Казани до Астрахани положение казаков на Волге стало нестабильным. Продолжать нападения на торговые караваны было опасно, а создать собственное
РАЗБОЙ НА ВОЛГЕ И КАСПИИ В XVII ВЕКЕ.
РАЗБОЙ НА ВОЛГЕ И КАСПИИ В XVII ВЕКЕ. СОЗДАНИЕ ПЕРВОГО КОРАБЛЯ ПО ЕВРОПЕЙСКОМУ ОБРАЗЦУ В РОССИИ Пока запорожские и донские казаки сражались с турками и татарами, на Волге и Каспийском море события развивались по иному сценарию. Долгое время у царского правительства не было
СТРОИТЕЛЬСТВО РУССКОГО ВОЕННОГО ФЛОТА НА ВОЛГЕ И КАСПИИ
СТРОИТЕЛЬСТВО РУССКОГО ВОЕННОГО ФЛОТА НА ВОЛГЕ И КАСПИИ Между тем, несмотря на все проблемы, возникавшие в связи с нападениями на торговые караваны, морская торговля России и Персии по-прежнему процветала, хотя к началу 60-х годов XVII века шах был всерьез озабочен
РАЗБОЙ НА ВОЛГЕ И КАСПИИ В XVIII ВЕКЕ
РАЗБОЙ НА ВОЛГЕ И КАСПИИ В XVIII ВЕКЕ Борьба с разбоями стала одной из главных насущных проблем правительства с начала XVIII века. В лучших традициях того времени был выбран самый простой способ борьбы с «воровскими казаками». Был создан Волжский казачий отряд, численность
Приложение 5. НАБЕГИ «ВОРОВСКИХ КАЗАКОВ» НА ВОЛГЕ И КАСПИЙСКОМ МОРЕ
Приложение 5. НАБЕГИ «ВОРОВСКИХ КАЗАКОВ» НА ВОЛГЕ И КАСПИЙСКОМ МОРЕ Год Объект нападения Дополнительная информация 1558 Царский отряд А. Филимонова и караван Е. Ржевского, двигавшийся вниз по Волге Отряд Филимонова перебит полностью. Виновные найдены